
Reducer merupakan salah satu alat kelengkapan pipa kimia yang digunakan untuk menyambung dua buah pipa yang diameternya berbeda. Itu juga dapat dibagi menjadiperedam konsentrisDanperedam eksentrik.
Bahan peredam: termasuk peredam baja tahan karat, peredam baja paduan, dan peredam baja karbon.




Metode produksi
Kebulatanperedamtidak boleh lebih besar dari 1% diameter luar ujung yang sesuai, dan deviasi yang diijinkan harus ± 3 mm. Bahan reduksi harus mematuhi SY/T5037, GB/T9711, GB/T8163, standar Amerika ASTM A106/A53 GRB, API 5L, APT5CT, ASTM A105, ASTM A234, ASTM A106, DIN standar Jerman dan persyaratan pelanggan
Reducer adalah sejenis fitting pipa yang digunakan pada peredam pipa. Proses pembentukan yang umum digunakan adalah reduksi, perluasan atau pengurangan ditambah perluasan, dan stamping juga dapat digunakan untuk mereduksi pipa dengan spesifikasi tertentu.
1. Mengurangi pembentukan/memperluas pembentukan
Proses pembentukan reduksi pada tabung pereduksi adalah dengan memasukkan tabung kosong dengan diameter yang sama dengan ujung besar tabung pereduksi ke dalam cetakan pembentuk, dan membuat logam bergerak sepanjang rongga cetakan dan menyusut hingga terbentuk dengan menekan sepanjang arah aksial dari tabung pereduksi. tabung kosong. Menurut ukuran peredamnya, dapat dibagi menjadi satu cetakan tekan atau beberapa cetakan tekan.
Pembentukan perluasan adalah dengan menggunakan tabung kosong dengan diameter lebih kecil dari diameter ujung besar peredam, dan menggunakan cetakan internal untuk mengembang sepanjang diameter dalam tabung kosong. Proses perluasan terutama digunakan untuk mengatasi masalah bahwa peredam dengan perubahan diameter yang besar tidak mudah dibentuk dengan cara reduksi. Kadang-kadang, sesuai dengan kebutuhan bahan dan pembentukan produk, metode perluasan dan pengurangan digabungkan.
Dalam proses pengurangan atau perluasan deformasi dan pengepresan, pengepresan dingin atau pengepresan panas harus dilakukan sesuai dengan bahan dan kondisi reduksi yang berbeda. Secara umum, pengepresan dingin harus dilakukan sejauh mungkin, tetapi pengepresan panas harus dilakukan untuk pengerasan kerja yang parah yang disebabkan oleh pengurangan berulang kali, ketebalan dinding yang terlalu tebal atau bahan baja paduan.
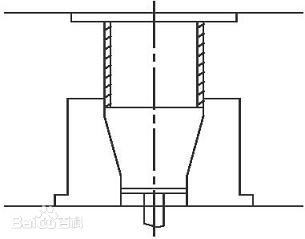
(Diagram skema pengurangan pembentukan)
2. Stempel
Selain menggunakan pipa baja sebagai bahan baku pembuatan reduksi, pelat baja juga dapat digunakan untuk memproduksi peredam dengan spesifikasi tertentu melalui proses stamping. Bentuk cetakan yang digunakan untuk menggambar dirancang sesuai dengan ukuran permukaan bagian dalam peredam, dan pelat baja setelah dikosongkan ditekan dan ditarik oleh cetakan.
Aplikasi
1. Ketika aliran fluida dalam pipa berubah, seperti naik atau turun, dan laju aliran memerlukan sedikit perubahan, peredam harus digunakan.
2. Untuk mencegah kavitasi pada saluran masuk pompa, diperlukan peredam.
3. Pada sambungan dengan instrumen, seperti pengukur aliran dan katup pengatur, juga diperlukan pipa pereduksi yang sesuai dengan sambungan instrumen.
Klasifikasi
Dibagi berdasarkan bahan:
Baja karbon: ASTM/ASME A234 WPB, WPC
Baja tahan karat: ASTM/ASME A403 WP 304-304L-304H-304LN-304N
ASTM/ASME A403 WP 316-316L-316H-316LN-316N-316Ti
ASTM/ASME A403 WP 321-321H ASTM/ASME A403 WP 347-347H
Dibagi berdasarkan metode produksi:
Itu dapat dibagi menjadi mendorong, menekan, menempa, casting, dll.
Dibagi berdasarkan standar manufaktur:
Ini dapat dibagi menjadi standar nasional, standar kelistrikan, standar kapal, standar kimia, standar air, standar Amerika, standar Jerman, standar Jepang, standar Rusia, dll.
Waktu posting: 03 Januari 2023



